views:
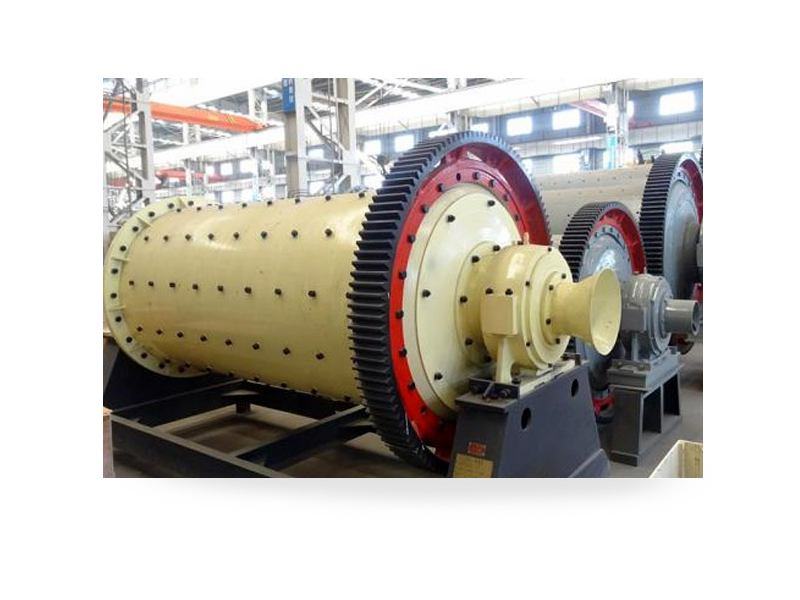
Before installing a large gear on a ball mill, the pre-installed gear is cleaned inside. Cleaning the large gear and the cylinder, especially the gear section, the gear and the cylinder binding surface.
The installation of the large gear, first considering the lifting, in place, and the hole, first lift the half gear, and fasten to the drum, the control inductively finds the positioning pin of the cylinder flange Hole and assembly mark, transfer the cylinder to the corresponding part, first align the assembly imprint, enter the positioning pin, penetrate into all bolts, and tighten one for every three times (not too Tighten, the rest can be tightened. After the half-chip gear is complete, the rotating cartridge makes the half-chip gear in the lower portion, press the other half of the gear in the assembled label, and the three sets of three sets of bolts are taken to tighten the tapered bolt holes at both sides. Optional is aligned. When installing a cone pin bolt according to the large gear map, when the cone pin bolt is mounted, first apply the inside and outside of the slit, put into the positioning hole, and insert the tapered positioning bolt into the sewing jack, copper The rod and a hammer are tightened, plus the spline and tighten the top of the hammer. The two half-gear misplaced deviations are less than or equal to 0.1 mm.
Hot interface fastening bolts. First, the nuts on both ends of the bolt are tried, reaching the extent that can be rotated with hand, then screw a nut and gasket at one end, and its position should be the installed position. The bolt is vertically on the ground, and the thermometer of the discharge range of 200 ° C is inserted in the bolt center hole, and the bolt is heated with the balloon, while slowly rotating the bolt, so that the heat is uniform. The bolt is heated to 160 ° C (at which time the bolt length should be from about 0.15%), then quickly insert into the bolt hole, screw the gasket and the nut to tighten the wrench. In order to make the two half gear shrink uniform, the four bolts should be installed in the order of diagonal. After all installation cool to the ambient temperature, the combined surface is checked in accordance with the drawings, and 20 mm cannot be inserted.
Screw all the large gears and cylinders, end cap connecting bolts, using large gears to adjust the rapid position, so that the distance between the gear flange inner ring and the outer ring of the cylinder flange After assembly, large gear radial jump does not exceed 0.7 mm, and the axial swing does not exceed 0.7 mm. After the test is passed, all connect bolts are tightened, and the torque value is visual drawings. The flanged end face of the large gear should be close to the end face of the cylinder, and the gap is checked with a 0.03 mm plug, which is not allowed.